






超精密金属管

超精密金属管製造
について
冷間3ロール圧延法による
超高精度・面粗さ
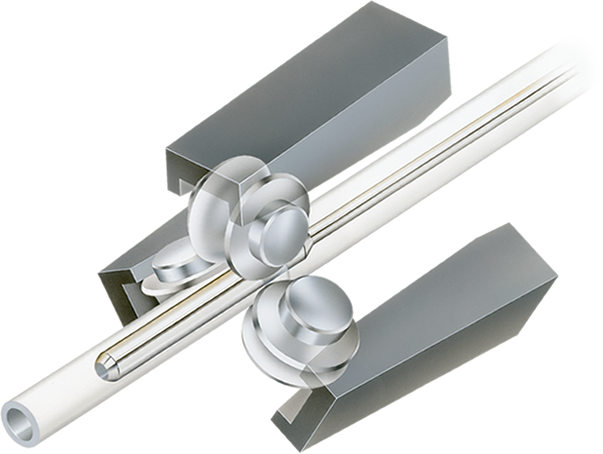
超精密管は、一般的な伸管方法では対処しにくい高精度の寸法及び面粗度のご要望に対し、冷間3ロール圧延法によって仕上げるもので業界に先駆けて東成鋼管が開発し命名しました。 冷間3ロール圧延法は内径をマンドレルで定め、外径を3個のロールで圧延する方法です。
標準寸法製造範囲
外径
内径
肉厚
※また、3ロール圧延仕上げを素管とした上記寸法以外の細管も行っております。お問い合わせください。
冷間3ロール圧延法の特徴
超精密金属管の優位性
冷間3ロール圧延法は、引抜法(ドローイング・冷間引抜き)では対応できない高精度の寸法公差、面粗さが可能ですが、 それ以外にも次のようなメリットがあります。材料の有効活用の一環としてご検討ください。
実績材料
- 普通鋼/ステンレス
- インコネル600・625・718・X-750、ハステロイC-276・X、
モネル、ニッケルクロム等 ニッケルベース合金 - インコロイ800、カーペンター20等 鉄ベース合金
- 銅、アルミニウム、ニッケル、チタン、タンタル、ニオブ
標準寸法製造範囲
- 外径:φ30mm以下
- 内径:φ3mm以上
※また、3ロール圧延仕上げを素管とした上記寸法以外の細管も行っております。お問い合わせください。
電解研摩との内面粗さ比較
3ロール
圧延仕上げ
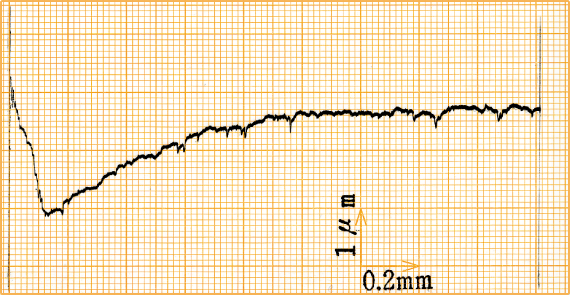
試料:SUS316L Rz=0.6μm Rz JIS=0.6μm
電解
研摩仕上げ
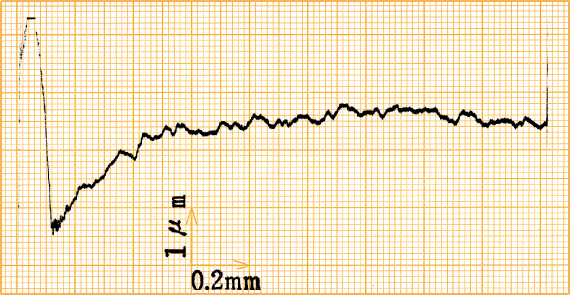
試料:SUS304TP Rz=0.6μm Rz JIS=0.6μm

特徴
- 内外径を0.01mm単位で調節できるため、内外径精度が良好です。
- 偏肉修正能力があります。
- 摩擦抵抗が少ないため、面粗さが向上します。
- 高レダクションが可能なため、組織を細粒化し機械的強度を向上します。
※但し
- 高価な工具と低速加工の為コスト高となります。
- 熱処理は光輝処理を施せねば意味がなく、対応不可能な場合もあります。
超短尺切削棒材からの
管材製造/超長尺伸管加工
冷間圧延の伸管加工は、
こんなことも可能です
冷間3ロール圧延法は、引抜法(ドローイング・冷間引抜き)では対応できない高精度の寸法公差、面粗さが可能ですが、それ以外にも次のようなメリットがあります。材料の 有効活用の一環としてご検討ください。
1. 超短尺切削棒材からの管材製造
特殊金属をはじめ管材のない材料については、棒材からの切削加工等で都度対応されていることと思います。 冷間3ロール圧延法であれば、短尺の棒材(20mml程度より)があれば、数量を問わず、管材加工が可能です。
例:
●Φ22mm x 250mmL → Φ4mm x 0.25mmt x 25,000mmL
●Φ20mm x 20mmL → Φ5mm x 0.5mmt x 600mmL
※材質は問いませんが、金属の性質上伸び数値の少ないものは除きます。
(例:タングステン・モリブデン・ベリリウム等)
2. 超長尺伸管加工
引抜法では、引抜設備以上の長さの長尺品の製造は不可能であり、又製品長が長くなると引抜加工中にブレが生じ寸法精度面からも不利な点があります。冷間3ロール圧延法は、そのメカニズムの特質から安定した寸法精度を維持しつつ12M以上の超長尺の伸管加工が可能です。 尚これらは、すべて受注生産となります。
注意事項:
1. 高価な工具と低速加工のためコスト高となります。
2. 熱処理は光輝処理を施せねば意味がなく、対応不可能な場合もあります。
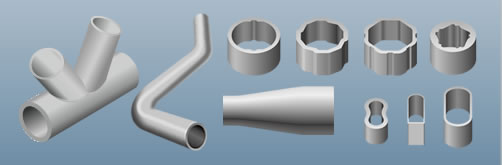
テーパー管
テーパー管は、末口(上径)が細径と元口(下径)が太径となって滑らかな傾斜をもった管です。丸管をはじめ、四角、六角、 八角の多角形等も可能です。

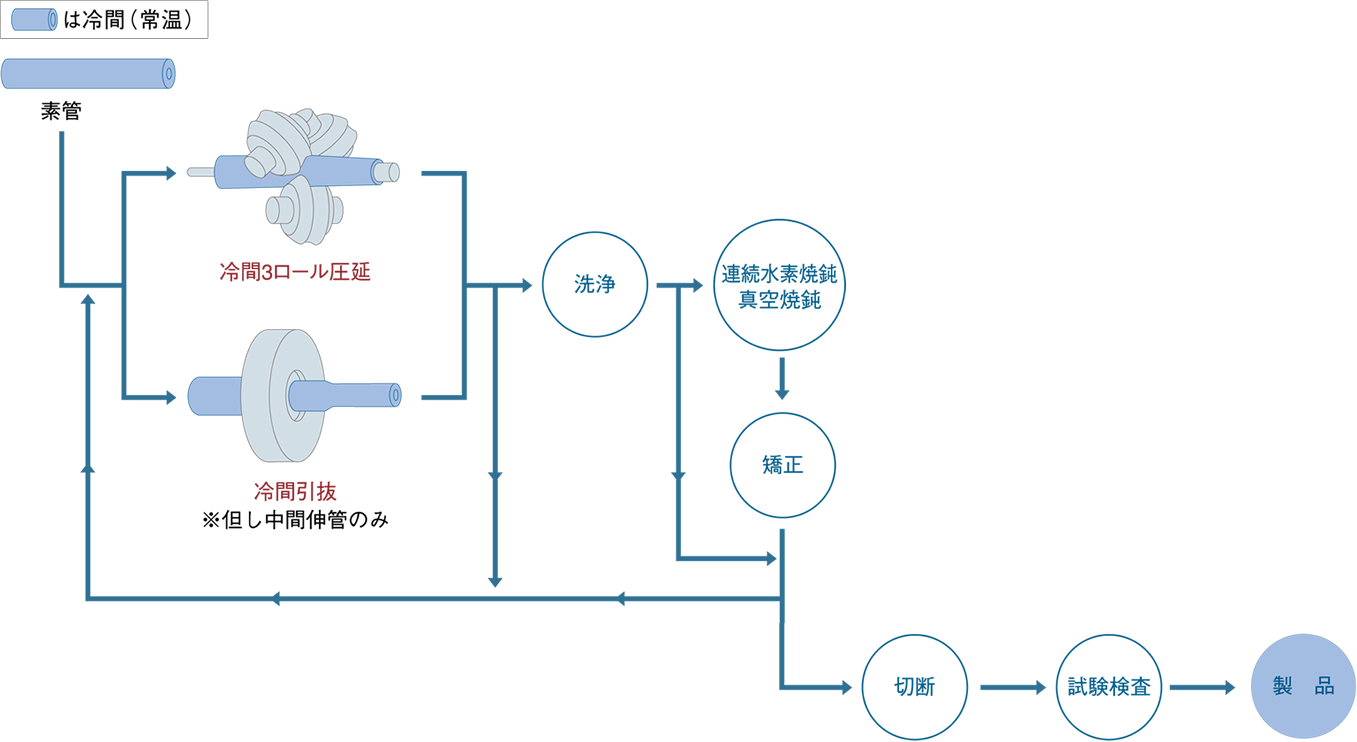
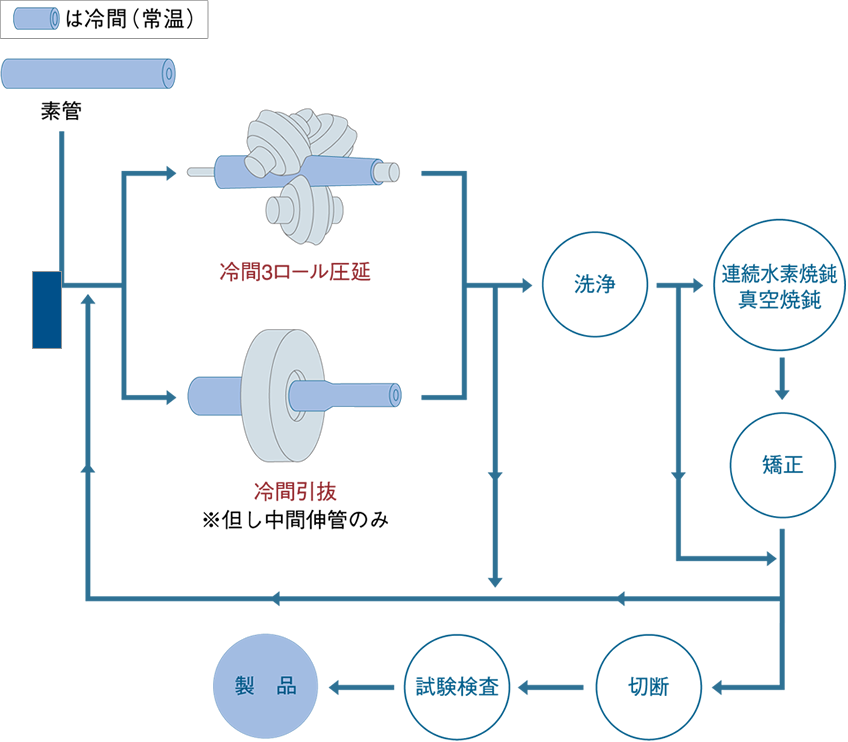
製造から検査までの
一貫生産体制
一貫生産体制による高度な対応力【鍛鋼品】材料調達から鍛造、機械加工、出荷までの一貫体制が品質に生かされており各方面から高く評価されて、様々なお客様のニーズに対応できます。
製造プロセス全体像